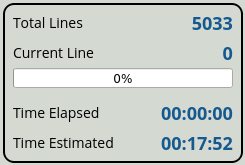
Program Progress Window
Available in the latest versions of myCNC software, the program progress window allows for a quick visual reference regarding the time elapsed, the current line number, and the number of lines remaining.
Plasma Profiles
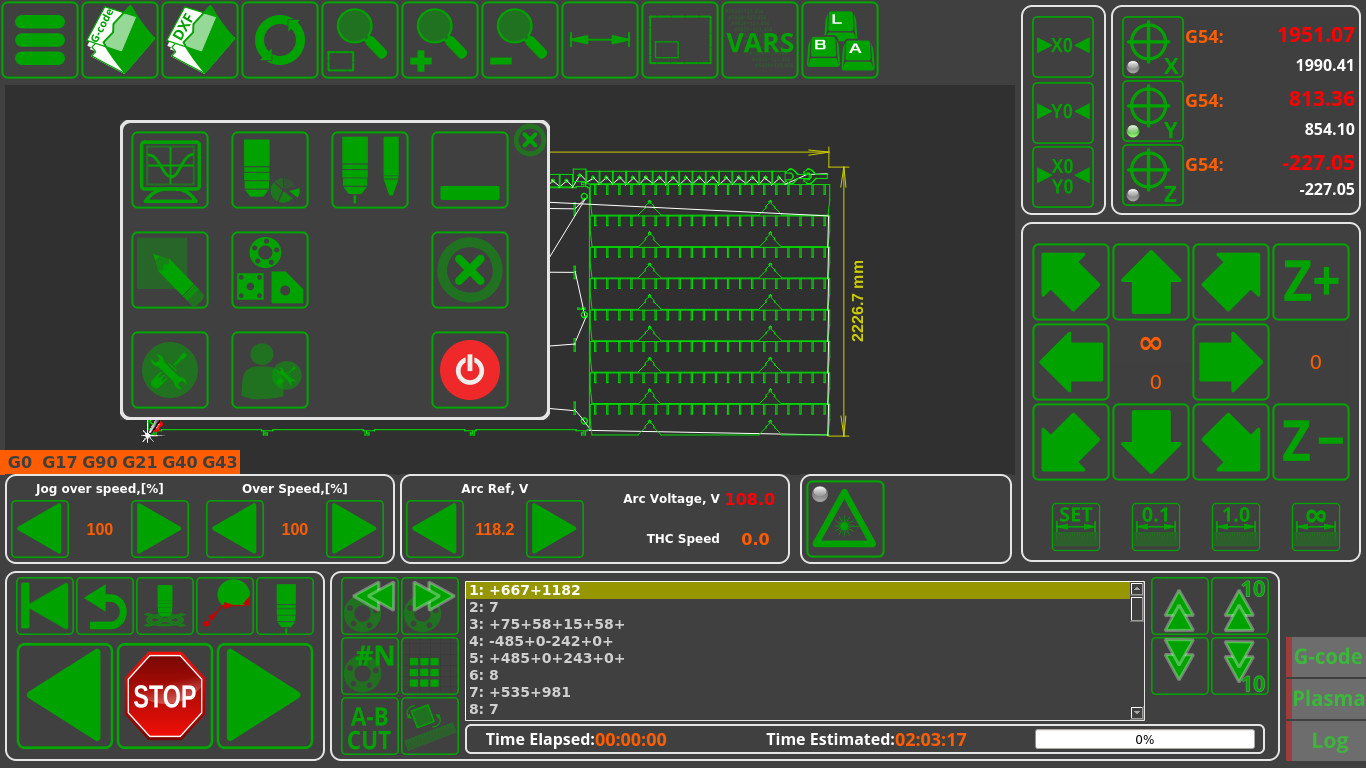
The progress bar is located on the bottom of the 1366P profile window, and displays the Time Elapsed, the Estimated Time Remaining, and the percent progress bar.
![]()
Mill Profiles
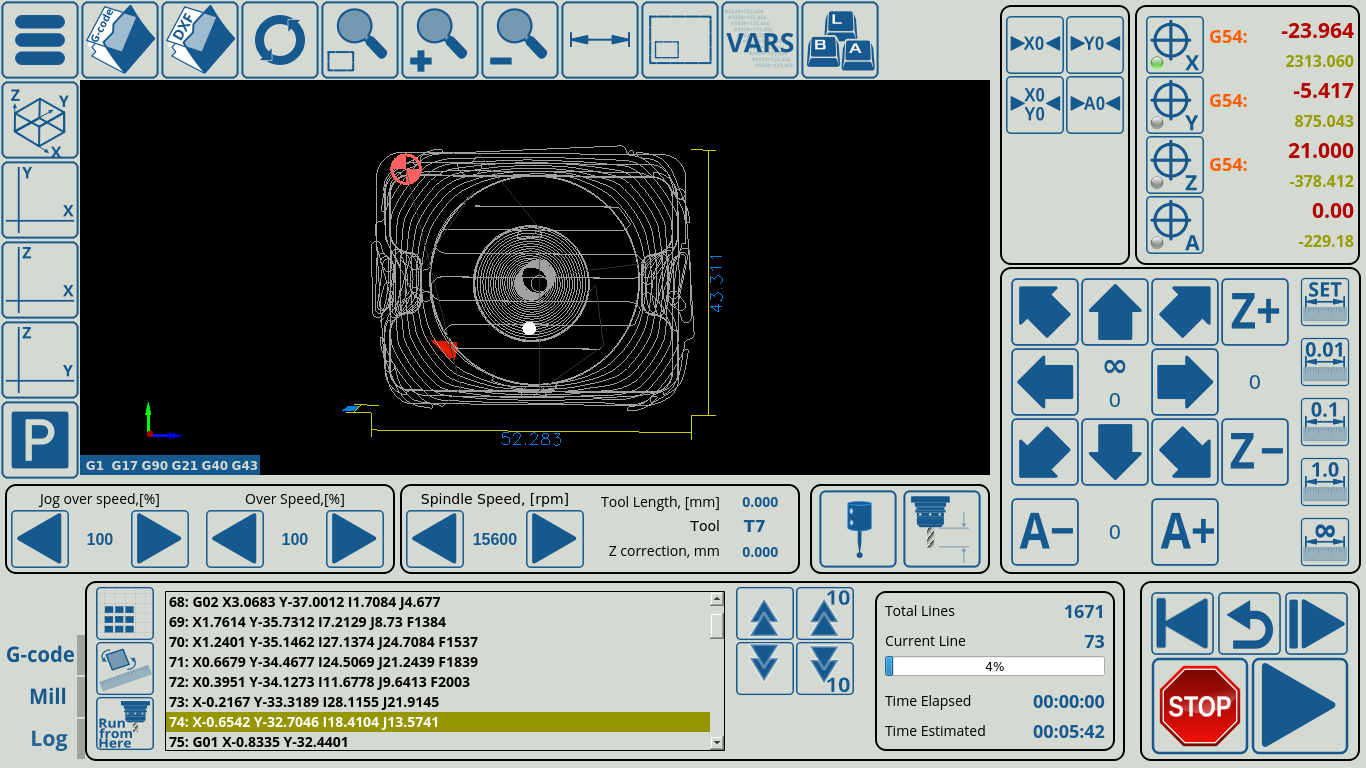
The progress window is located near the bottom right corner, showing the total number of lines, the current line, the time elapsed, and the estimated time remaining.
Настройка CNC Vision
Это руководство предназначено для ознакомления читателя с процессом настройки системы CNC Vision и некоторыми ее применениями.
Обратите внимание, что лицензия Vision System для коррекции G-code с помощью визуальных маркеров является отдельной лицензией, которую необходимо приобрести в дополнение к контроллеру myCNC (лицензия доступна в комплекте Vision Kit в нашем Онлайн-магазине).
Видео с инструкцией по настройке системы Vision System:
Для настройки камеры необходимо перейти в CNC Settings > Config > Camera:

-
Camera Interface позволяет выбрать между опциями No Camera и камеру, подключенную через LAN. Если камера подключена через локальную сеть, в строке Initialization должен быть указан IP-адрес камеры.
-
IP Camera Initialization указывает IP-адрес камеры для устанавливаемого соединения.
-
Pattern size (размер маркера) может быть установлен экспериментально на 30-50% больше, чем сам маркер, чтобы учесть визуальную разницу между маркером и пустым пространством вокруг него.
-
В случае маркера, используемого в этом примере, его размер был установлен равным 160 пикселям, что соответствует нижнему пределу относительно размера реального маркера - больший размер Pattern Size, как правило, является более безопасным выбором при низкой освещенности рабочего стола.
-
ПРИМЕЧАНИЕ: Фокус камеры должен быть правильно отрегулирован, чтобы камера могла распознавать маркеры.
-

-
Region of interest обозначает область (в пикселях), на которой камера будет искать маркеры. Обычно эта область должна быть установлена равной или немного меньше чем разрешение камеры. Эта область устанавливается автоматически в более новых версиях программного обеспечения при процессе калибровки (версии программного обеспечения после июля 2019 года).
-
Pixel to length coefficient используется для преобразования пройденных пикселей в фактическое физическое расстояние (в мм). Вы можете откалибровать это как для оси X, так и для оси Y. Чтобы установить правильный коэффициент для вашей камеры, используйте кнопку «Калибровка» на вкладке «Камера» или ознакомьтесь с полной инструкцией по ручной настройке, приведенной ниже (используется для более старых версий программного обеспечения).
-
Camera Shift описывает расстояние, на которое машина будет перемещаться, если она не обнаружит маркер после того, как ему было приказано искать его. Это может произойти, когда маркер не полностью находится в интересующей области. В этом случае камера будет продолжать двигаться, пока не найдет маркер или не достигнет конца указанного сдвига камеры. Он устанавливается автоматически в более новых версиях программного обеспечения в процессе калибровки. Если в процессе смены камеры маркер не найден, машина остановится.
-
Tool number (номер инструмента) обычно назначается на №10.
-
Значения Camera offset используются для указания расстояния от камеры до рабочего инструмента в плоскости xy.
-
Camera tool length используется для указания расстояния от камеры до острия рабочего инструмента по оси Z.
-
Ignore decoder errors: по умолчанию установлен флаг OFF.
-
Shift Speed выставляет скорость, с которой машина движется во время поиска маркера. ПРИМЕЧАНИЕ: Не используется на новых версиях программного обеспечения myCNC.
-
Pattern Match Level задает уровень сходности найденного маркера с исходным эталонным маркером. Этот уровень должен иметь каждый новый маркер, чтобы система могла его распознать. Более высокие числа означают меньшую четность (больше различий между маркерами), поэтому во избежание ложных срабатываний рекомендуется выбирать значения как можно ниже (настолько, насколько это является возможным, так как небольшие различия между маркерами будут присутствовать всегда). График ниже показывает уровни сходства во время поиска маркеров - нижние точки графика указывают места, где сходство маркеров наиболее высоко (минимальные различия между новым маркером и эталоном).
-
Если в программе возникают проблемы с определением местоположения маркеров из-за того, что эти маркеры немного отличаются (из-за несовершенства материала, бликов света и т.д.), рекомендуется повышать уровень Pattern Match Level, пока программа не начнет распознавать маркеры. Однако слишком высокое значение этого параметра приведет к ложным срабатываниям системы.
-

-
Используйте Image sensor correction если изображение на экране myCNC выглядит искаженным или растянутым при просмотре через вкладку «Камера».
Коды для CNC Vision
Система CNC Vision управляется через серию PLC с М-кодом, которые можно найти в меню Settings > Config > PLC > Hardware PLC.

Используются следующие процедуры PLC:
-
M397 - начать работу камеры. Показать код M397
-
M399 - record the image, detect the marker position and store it in a dots array. Show M399 code
-
M398 - вычисляет значение для поворота, смещения и искажения и вносит соответствующие поправки для G-code программы, а затем запускает исправленный G-code. Показать M398
Эти процедуры PLC автоматически добавляются в G-code при импорте файла DXF в myCNC. Чтобы система распознала маркеры, маркеры должны быть нарисованы в виде примерно 6-миллиметровых кружков внутри отдельного слоя с именем «Camera» в файле DXF. Пользователь должен иметь действующую лицензию Vision System, чтобы использовать эту функцию.
Калибровка системы CNC Vision
-
Перейдите на вкладку Camera в myCNC, открыв панель «Настройки» (Settings) на главном экране.
-
Выберите подходящий размер маркера (эталона) и нажмите кнопку Record

-
Нажмите кнопку Calibrate. Программное обеспечение автоматически переедет на заданное расстояние по осям X и Y, чтобы определить необходимые коэффициенты.

Процесс калибровки должен быть завершен после перемещения камеры в положительном и отрицательном направлениях по обеим осям, и результаты должны быть отмечены в меню Settings > Config > Camera:

Ручная настройка коэффициентов
Это устаревший метод который используется только в версиях программы старше июля 2019. Во всех последних версиях, коэффициенты автоматически рассчитываются программой при процессе калибровки.
Использование горячих клавиш для перемещения камеры
Чтобы переместить камеру прямо из окна Camera, был разработан набор горячих клавиш. Обратите внимание, что горячие клавиши присутствуют только в более свежих версиях программного обеспечения myCNC. Пожалуйста, обновите приложение myCNC, если горячие клавиши камеры отсутствуют в вашей версии программы.
| ГОРЯЧАЯ КЛАВИША | ДЕЙСТВИЕ |
Стрелка Вверх |
Переезд в положительном направлении Y |
Стрелка Вправо |
Переезд в положительном направлении X |
Стрелка Вниз |
Переезд в отрицательном направлении Y |
Стрелка Влево |
Переезд в отрицательном направлении X |
Пробел |
Выбрать шаг (от 00.1 мм до 1 мм) |
Одновременное нажатиеControl and Стрелка |
Переехать на выбранный шаг |
Пример CNC Vision
Коррекция программы с помощью CNC Vision может быть легко выполнена после калибровки маркеров. Чтобы открыть и использовать файл с системой CNC Vision, используйте следующие инструкции:
1. На главном экране программного обеспечения myCNC нажмите кнопку «Открыть файл DXF».

2. Выберите конкретный файл DXF, который вы хотите открыть.
3. При выборе инструментов включите камеру в качестве одного из инструментов и присвойте ей тот же номер инструмента, который указан в настройках камеры. Назначьте остальные инструменты и их приоритеты (которые будут указывать порядок использования инструментов), необходимые для вашей конкретной программы.

4. После загрузки файла DXF программа должна вставить макросы M397, M398 и M399, которые относятся к системе CNC Vision, в G-code программы.

5. Нажмите Run.

Машина будет перемещать камеру в направлении предполагаемых положений маркера, и, если маркеры не будут там найдены, будет перемещаться вокруг этого предполагаемого положения маркера на расстоянии, заданное значением Camera Shift. После выполнения макросов камеры и определения местоположения всех маркеров, программа автоматически отрегулирует смещение или искажение рабочего материала и немедленно начнет запуск основной программы.
ПРИМЕЧАНИЕ. Программа не начнет основной процесс резки, пока не будут найдены все маркеры.
Устранение неполадок камеры
Руководство по поиску и устранению неисправностей камеры: Camera Troubleshooting
Профили плазменной резки myCNC
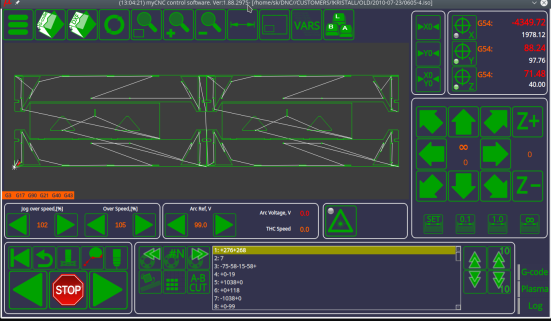
Главный экран плазменного профиля программного обеспечения myCNC показан выше. Этот профиль можно выбрать, перейдя в Info > X1366. Данный профиль поддерживает разрешение экрана 1366x768 пикселей (или выше).
Для использования профиля, машина плазменной резки должна иметь:
- Регулировку высоты резака (THC) - регулировка высоты через стандартную ось Z (при использовании шагового или или серво-двигателя)
-
Initial Height Control (IHC) - необходим датчик зондирования (для возможности находить рабочий материал путем опускания резака и поиска листа материала путем зондирования)
-
(Необязательно) Управление газовой горелкой
-
(Необязательно) Сверлильная головка
-
(Необязательно) Механический (или Пневматический) механизм для выполнения маркировки.
Процесс конфигурации для такой машины плазменной резки часто может быть довольно сложным, и требует значительных знаний в области программирования. Однако клиенты myCNC могут в значительной степени пропустить эту стадию обработки и использовать конфигурацию, определенную в профиле по умолчанию.
Программное обеспечение позволяет: конфигурацию Pulse-Dir, конфигурацию входов (для датчиков, макросов самонаведения, кнопки аварийной остановки и т. д.), различные конфигурации выходов и управление высотой резака.
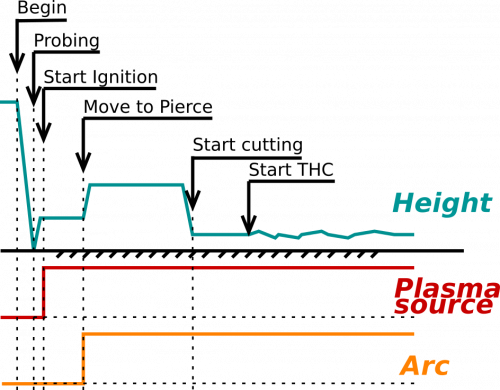
Запуск плазменной резки
Процедура запуска резки, реализованная в программном обеспечении myCNC, выглядит следующим образом:
-
Зонд материала (движение горелки вниз, пока не будет нажат датчик зонда)
-
Перемеещение плазменной горелки до высоты поджига
-
Включение Plasma Power, и ожидание до того момента, пока датчик Arc ON не будет активирован
-
Подъем на Pierce Height
-
Пауза на определенный Pierce Time
-
Переезд вниз до высоты реза
- Пуск контроля высоты резака (THC)
-
Пуск движения XY
- Поскольку включенная процедура M71 / M03 обрабатывает всю эту последовательность, нет необходимости в дополнительном программировании G-кода со стороны клиента.

Основные преимущества программного обеспечения myCNC
Поэтому, сравнивая системы ЧПУ, необходимо говорить о различных дополнительных возможностях, которые присутствуют в системе управления ЧПУ. Хотя эти дополнительные функции часто являются необязательными, их наличие позволяет повысить производительность, повысить точность и качество резки, сократить время простоя станка, повысить удобство использования и снизить требования к обучению персонала, работающего на станке.
В этой статье рассматривается ряд подобных преимуществ и возможностей программного обеспечения myCNC по сравнению с другими популярными системами управления ЧПУ.
Тангенциальная резка
Импорт и преобразование файлов DXF в G-код
Результаты работы системы с таким импортированным файлом DXF, библиотечными частями или умножением частей сохраняются как файлы G-кода. Поэтому программное обеспечение myCNC можно использовать со сторонними системами управления ЧПУ для подготовки необходимых команд G-кода.
Использование различных инструментов в одном файле
myCNC позволяет пользователю назначать разные инструменты различным слоям (в файлах DXF) или цветам (файлы HPGL). Это означает, что после импорта файла он автоматически вставит все необходимые макросы смены инструмента. Это также позволяет легко использовать ряд инструментов, для которых требуются возможности тангенциальной резки (тангенциальный нож, биговальный круг и т. д.), и те, которые этого не требуют (шпиндель, маркер), в одном файле. Макрос смены инструмента автоматически включает и отключает тангенциальную резку в зависимости от того, какой инструмент назначен какому слою из исходного импортированного файла:
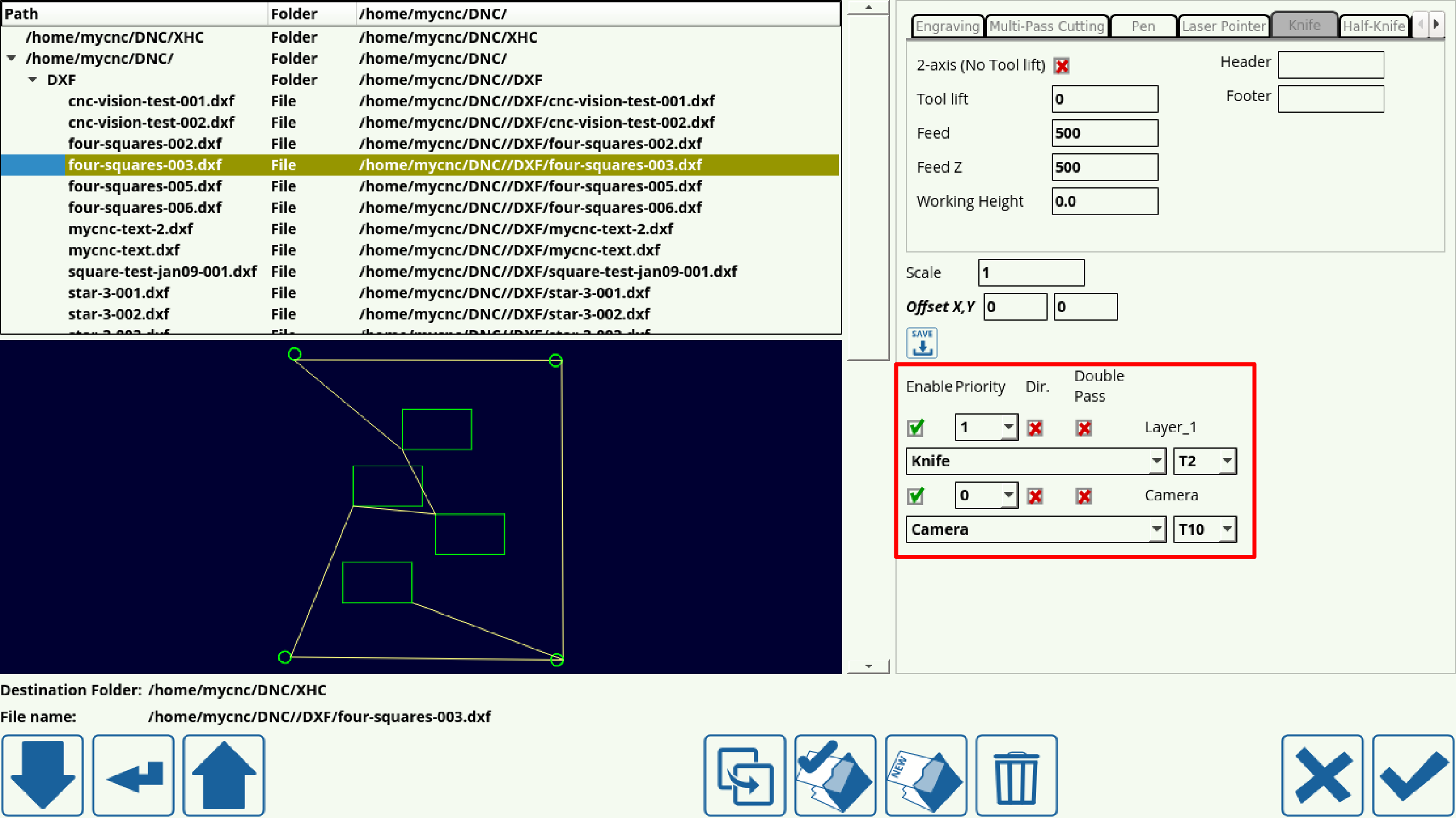
Как видно на скриншоте выше, инструменты «Knife» и «Camera» назначены для двух разным слоев импортированного файла DXF. В итоге получается универсальное решение с автоматическим переключением инструмента и применением коррекций инструмента, тангенциальным управлением ножом, приоритетами инструмента и многим другим. Подробнее о процессе импорта DXF можно узнать здесь.
Плазменная и газовая резка
Остановка и пуск программы
Кроме того, после остановки вы можете вручную переместить резак в положение, удобное для оператора (например, для проверки плазмотрона и замены сопла или электрода), а затем вернуть резак в исходную точку остановки, нажав кнопку «Возврат».
Несмотря на свою простоту, такая функция отсутствует в некоторых основных системах ЧПУ, которые разработаны в первую очередь с учетом фрезерования (например, Mach3 или LinuxCNC).

Остановка программы с помощью датчика дуги
Эта функция аналогична описанной выше, однако программа останавливается автоматически из-за обрыва дуги плазмотрона. Программа может быть возобновлена нажатием кнопки «Пуск» после устранения причины остановки (путем очистки плазмотрона, замены сопла и т. д.).
Чертежный режим
При нажатии кнопки на пульте дистанционного управления или на экране системы управления система переключается в режим черчения. При этом будут игнорироваться команды запуска для циклов резки, начального позиционирования и пробивки. При запуске управляющей программы станок будет выполнять только холостые движения в рамках программы (также возможны движения с рабочей скоростью резания или ускоренные движения со скоростью холостого хода).
Запуск программы вперед и назад
В режиме черчения можно перемещаться по программе как вперед, так и назад. Это чрезвычайно полезно в случае, если оператору необходимо вырезать деталь из нескольких оставшихся кусков материала, и необходим холостой ход, чтобы проверить, может ли деталь поместиться в оставшееся пространство до начала фактической резки.

Быстрая перемотка для команд резки
По сравнению с методом «поиска по номеру кадра», используемым в традиционных системах ЧПУ, эта реализация работает значительно лучше с точки зрения затраченного времени и простоты эксплуатации.

Дублирование деталей
В несколько щелчков мышью в программе myCNC можно создать несколько одинаковых деталей, задав желаемое количество деталей и расстояния между ними. Для получения дополнительной информации об этой процедуре обратитесь к данному руководству.



Поворот файла на определенный угол
Управляющую программу можно повернуть на угол, который необходим оператору. Это можно сделать, введя значение угла поворота вручную или позволив системе определить это значение по двум указанным точкам. Также возможно зеркальное вращение вокруг осей OX, OY и XY (x = y).



Функция вращения очень полезна в таких ситуациях, как:
-
Плотный лист, который изначально был уложен немного асимметрично, и при этом необходимо отрегулировать программу, чтобы учесть это вращение листа.
-
Использование последних оставшихся кусочков материала, которые требуют поворота или зеркального отражения детали, чтобы соответствовать программе
Резка от края листа
Это автоматически запустит процедуру поджига, после чего машина переместится в фактическое положение резки, по достижении которого она продолжит выполнение программы.
Библиотека деталей
myCNC поставляется с включенной библиотекой из более чем 70и деталей, которые можно изменять и модифицировать в соответствии со спецификациями пользователей. Параметры, которые можно изменить:
-
размер детали
-
метод резки (плазменная, газокислородная, фрезерование и др.)
-
количество деталей в ряду и общее количество деталей
-
расстояния между деталями
-
поправки на ширину инструмента
-
тип и размер реза
-
перемещение деталей на рабочем листе
Используя предоставленные функции программного обеспечения, оператор может создать простую программу управления резкой прямо на станке с ЧПУ за пару минут, без необходимости консультироваться с инженерным отделом или без использования дорогостоящего программного обеспечения CAM. В некоторых случаях пользователь может полностью отказаться от использования программного обеспечения CAM, просто используя встроенные функции библиотеки частей myCNC. 


Таблицы резки
Программное обеспечение myCNC позволяет использовать таблицы для различных источников плазменной резки. Список параметров, которые оператор указывает при загрузке модуля из таблицы, можно настроить. Обычно учитываются следующие параметры:
-
материал (обычная сталь, нержавеющая сталь, алюминий, титан и т. д.)
-
толщина материала
-
напряжение
При загрузке системы управления следующие параметры будут загружены из таблиц резки (при условии, что они были введены)
-
Скорость резки
-
Высота поджига
-
Высота пробивки
-
Время пробивки
-
Высота реза (дуги опорного напряжения для THC)
-
Напряжение режущего тока
-
Величина уменьшения тока на углах траектории
-
Регулировка на ширину реза
-
Ползущая скорость (при пробивке)
-
Время езды на ползущей скорости (при штамповке)
-
Время задержки для включения отслеживания после перфорации
-
Параметры газа для ручной и автоматической консоли Hypertherm (тип режущего и защитного газов, значения газовой смеси MixGas1, MixGas2, и т.д.)
-
Расходные материалы плазмотрона в качестве вспомогательной информации для оператора станка (типы электродов, сопло, и т.д.)



THC (Контроль высоты резака)
В отличие от многих систем ЧПУ, myCNC полностью интегрирован с системой THC (контроль высоты резака). Это дает следующие преимущества:
-
Высота реза (THC контроллируется через опорное напряжение) устанавливается в самой системе ЧПУ (не на внешнем THC, как во многих других системах). Кроме того, оптимальное значение высоты реза можно загрузить из таблицы резки при выборе толщины материала.
-
В системе реализовано несколько алгоритмов предотвращения нырков плазмотрона - задержка пуска THC, упреждающее отключение THC и мгновенное отключение THC при падении скорости резки ниже заданного значения, а также во время резких скачков напряжения.
Профиль программного обеспечения MyCNC для тангенциального ножа
Профиль Tangential Knife в программном обеспечении myCNC (X1366V) позволяет использовать различные конфигурации в зависимости от используемых инструментов.
Основной экран программного обеспечения профиля X1366V представлен ниже:
Базовая конфигурация профиля тангенциального ножа похожа на конфигурацию 4-осевого фрезерного профиля, информация по которому может быть найдена здесь. Заметные различия между двумя профилями заключаются в добавлении функций, разработанных специально для тангенциальной резки. Эти кнопки позволяют легко переключаться между различными инструментами:
 |
Переключить рабочий инструмент на шпиндель |
 |
Переключить рабочий инструмент на тангенциальный нож |
 |
Переключить рабочий инструмент на биговочный круг |
 |
Переключить рабочий инструмент на маркер |
 |
Переключить рабочий инструмент на камеру |