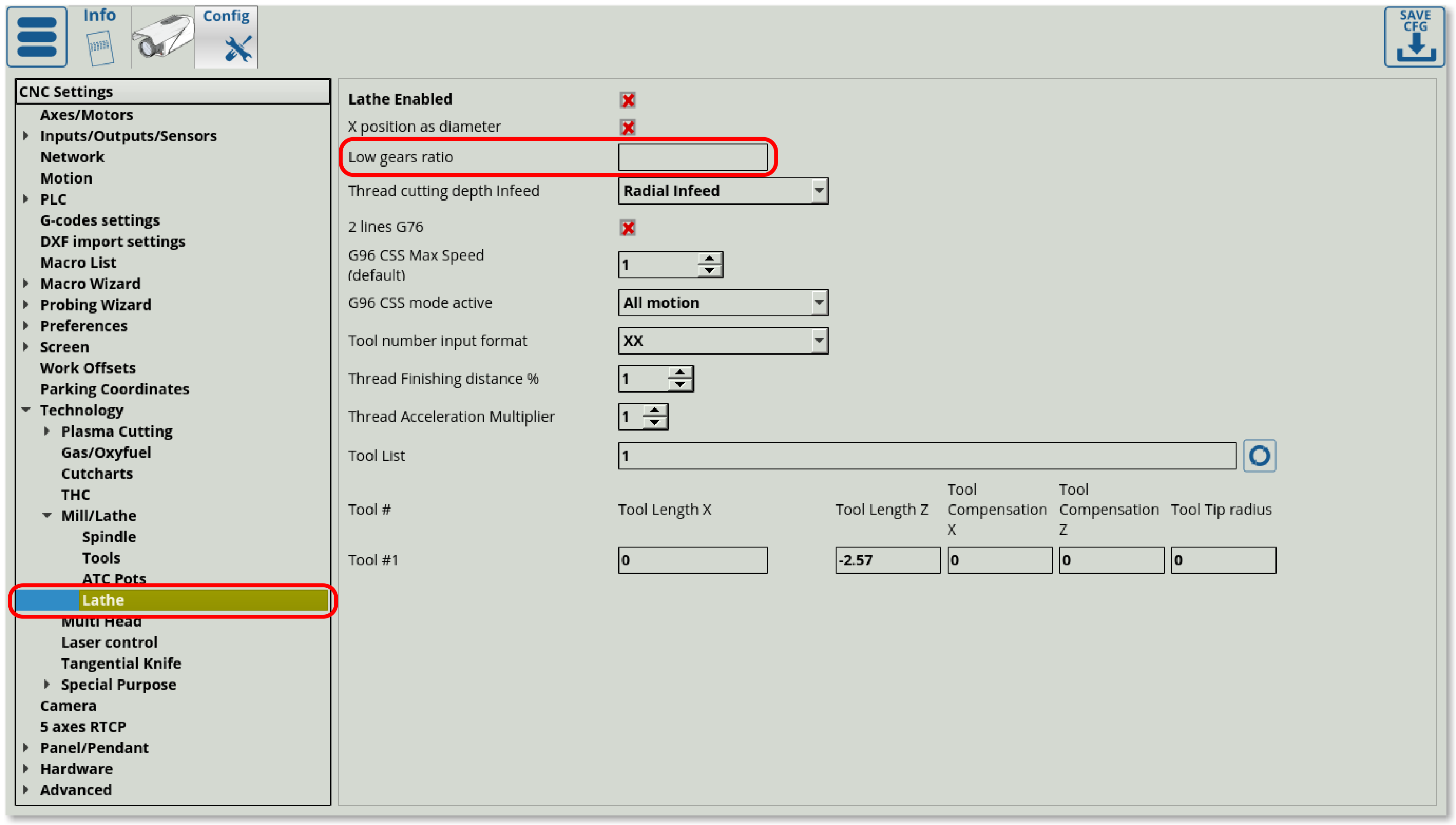
Low gear ratio control, which allows the user to switch to a lower gear on lathe machines for increased torque, has been added to myCNC. Previously, extensive alterations of G-code had to be performed in order to switch gears on-the fly, This setting allows the user to quickly switch between the regular (high) gear ratio and the low gear ratio, all the while maintaining constant spindle speed. The M41 G-code command switches the machine to a lower gear ratio, while the M42 switches it back up, with the user-provided ratio being automatically used to seamlessly transition between the two.
The latest release of the myCNC software can be downloaded from our Downloads page, or by going into Settings> Support within the myCNC app.

A new manual on wireless pendants has been added to the myCNC Documentation. The manual describes the setup and the settings in Panel/Pendant> Wireless Pendant/XHC, as well as goes into detail about the different actions that can be assigned to the pendant controls during the setup process. The process is designed to allow for a vast array of customization depending on the user's particular pendant and machine configuration.
The manual can be found here. Stay tuned for more documentation updates.
Our colleagues from Ukraine have shared a video of a unique fume exhaust control setup on a plasma machine which is running with the help of a myCNC-ET7 controller. The different fume extractor hoods open progressively as the machine moves across the plasma cutter table, allowing the machine to only run the fume exhaust directly where the current cutting position is located.
The myCNC team is currently working on developing a post processor for Fusion360. News regarding the post will be available on our blog, stay tuned for further updates.
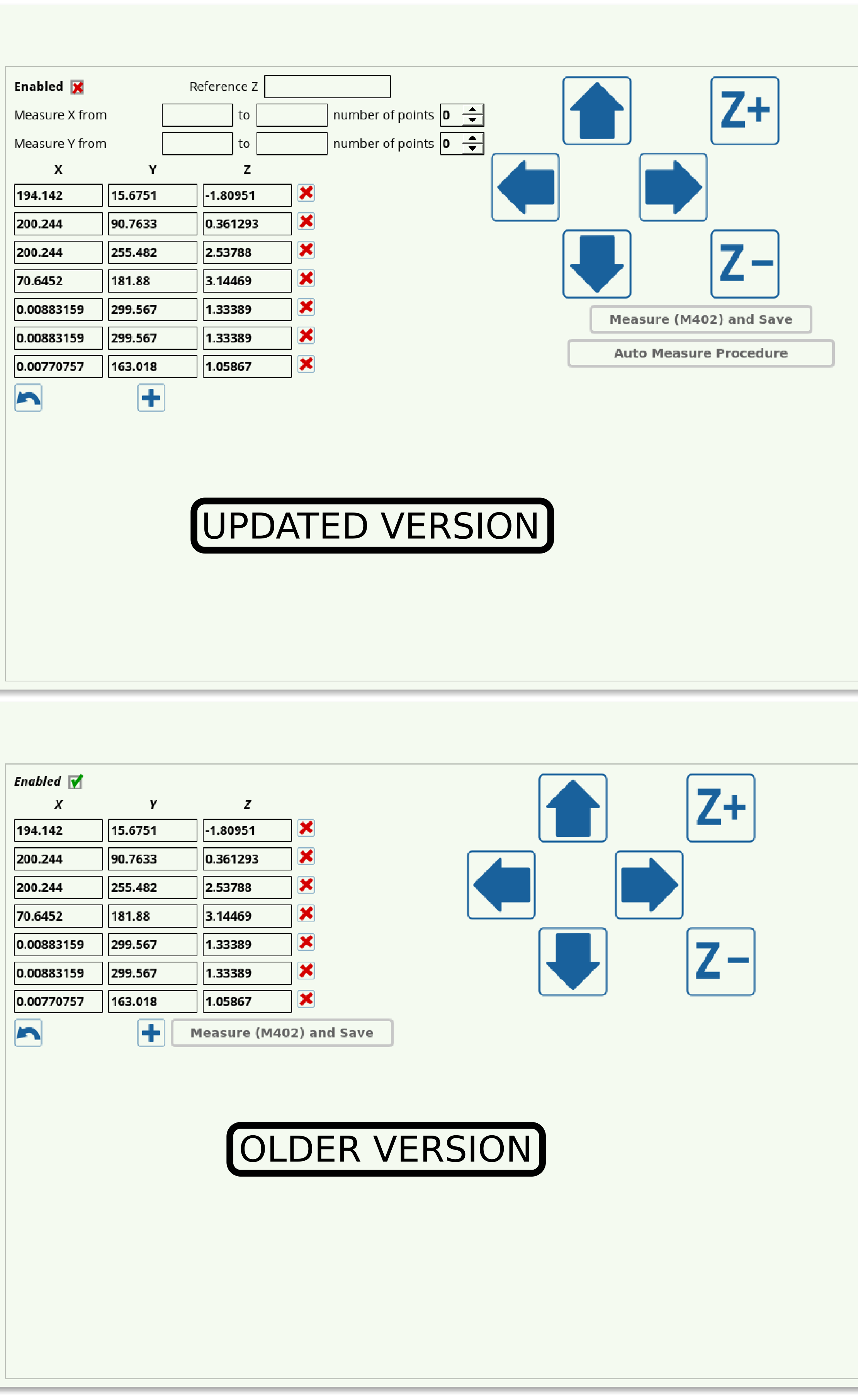
An automatic measurement procedure has been added to flatbed correction in myCNC software. Flatbed correction allows the user to account for the uneven portions of the working surface, by recording the surface z-coordinates over the entire working area or some part of it.
Previously, the process of selecting the points at which the height measurements would be taken was done manually, with the user moving the probe over the surface and lowering it down at each individual point which the software would then record. In the most recent myCNC version, this process has been automated. The user can now set the number of points that the machine must measure, and the coordinates of the area which the machine will be measuring, with the software automatically splitting that area into a number of zones to probe and record the surface height variations.
For more information on Flatbed Correction, please visit its Documentation page.