myCNC Plasma Profiles
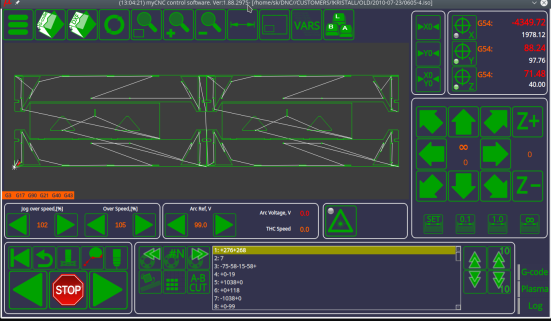
The main screen of the plasma profile of myCNC software is shown above. This profile can be selected by going into Info > X1366P, and supports a resolution of 1366 by 768 pixels or higher.
The Cutting table supposed to have the following:
-
Torch Height control (THC) width Z height control through standard Z axis (stepper or servo motor)
-
Initial Height Control (IHC) - Probe sensor and ability to find material by lowering a Torch and searching material sheet by probing
-
(Optional) Oxyfuel gas cutting torch control
-
(Optional) Drill head - Lowering Drill valve
-
(Optional) Mechanical (or Pneumatic) etcher to perform marking operations.
The configuration process for such a plasma cutting setup can often become quite complicated, with a sizeable software programming knowledge needed. However, myCNC customers are able to largely skip this set up processing, and use the configuration defined in the profile by default.
The software allows for: Pulse-Dir configuration, Input configuration (sensors, homing macros, emergency stop buttons, etc), a variety of Output configurations, and Torch Height Control.
Plasma Cutting Start
The procedure implemented in the myCNC software is as follows:
-
Probe the material sheet (move Torch down until the probe sensor has been pressed)
-
Move the plasma torch up to Ignition Height
-
Turn Plasma Power ON, wait until the Arc ON sensor is ready
-
Move up to the Pierce Height
-
Wait a certain Pierce Time
-
Move down to Cutting Height
-
Start Torch Height Control (THC)
-
Start XY motion
Since the included M71/M03 procedure handles this entire sequence, there is no need for extra G-code programming done on the customer's end.
