
The myCNC team is currently working on an update to add support for the Hardware Pendant to the myCNC software.
This will feature the same functionality that is currently available via hardkeys/hotkeys from within the software. However, by offloading the processing of the pendant commands to the myCNC controller, response times have been greatly reduced. This should prove to be especially noticeable on older systems, as well as the Raspberry Pi and TinkerBoard computers, and will mitigate the issues in cases where pendant commands would be delayed due to the computer being unresponsive or hanging up due to the computer's hardware limitations.
The next step for the Hardware Pendant feature is the addition MPG wheel support, where the improvements in response time will be even more noticeable.
The feature is planned to be released in the next few days, and will be available to download from our website (https://www.pv-automation.com/en/download) or directly from within myCNC software's Support tab.
Stay tuned for further updates!
Some updates on the latest developments from the myCNC dev team:
We have added the capability to control an additional independent axis using a myCNC controller to our software. Such an additional axis can be controlled simultaneously with (and independently of) the main program - this includes manual movements, MPG control and positioning instructions from within PLC commands.
This new functionality is planned to be utilized for applications such as grinding machines, laser cutting (to have a Z-axis with tracking and positioning simultaneous with regular program execution), oxy-fuel cutting (piercing operations with simultaneous XY movement), and others.
The feature is currently being tested, and should soon be available to the public.
Stay tuned for further updates!

The latest myCNC update includes fixes for Modbus device mapping for exhaust control.
Previously, exhaust control worked only for native outputs with addresses 0 to 31. Upon requests from our users, we have expanded this functionality so that it is now possible to use Modbus devices, and to map outputs to the outputs' address space.
This change allows the users to use the outputs numbered from 31 upwards. These outputs have already worked when used in the PLC commands, but should now also function as expected for the Exhaust/Extraction Control settings.
Stay tuned for further updates!
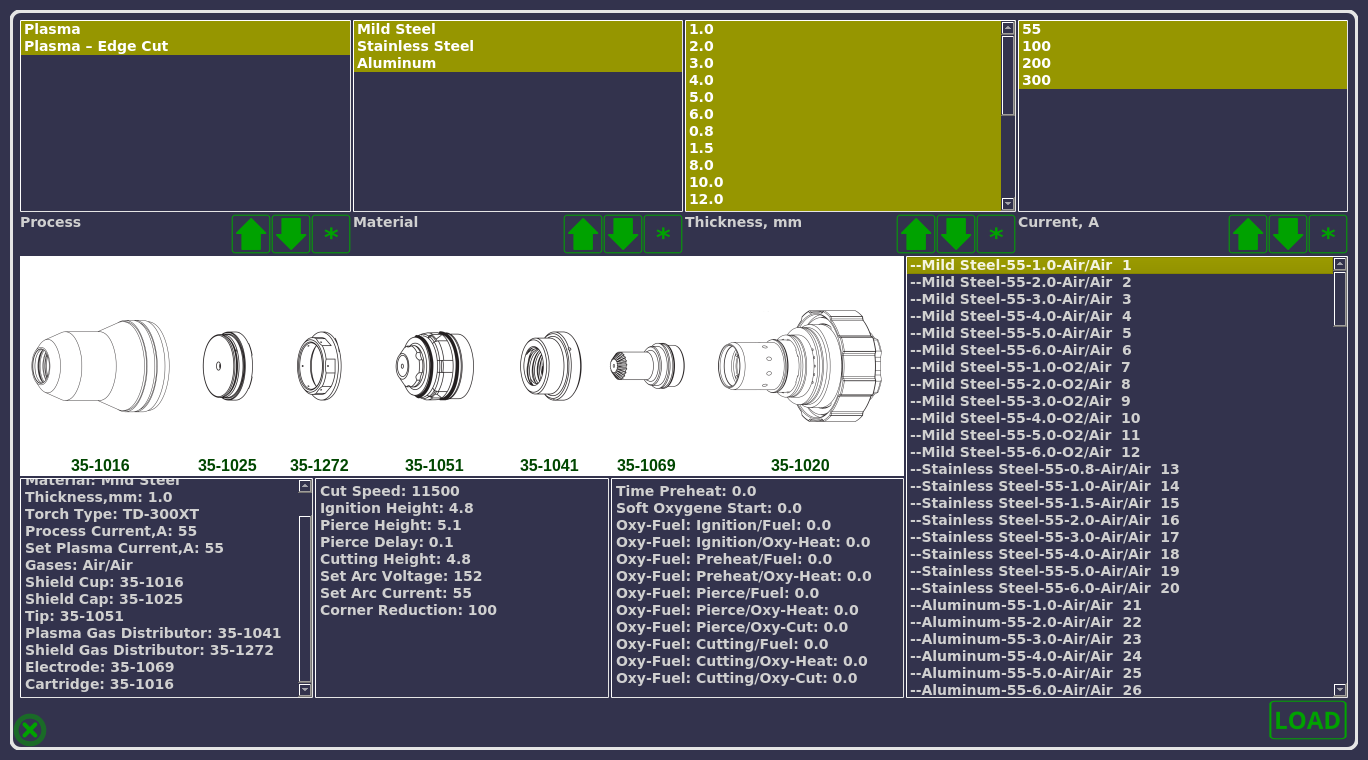
New myCNC cutcharts for the Auto-Cut 300 XT power source are now available to download.
The cutcharts include settings for a range of materials and material thicknesses, as well as a separate option for an Edge Cut.
To download, simply head over to our Downloads page.
Stay tuned for more updates!
Hello everyone!
The recent myCNC update brings support for kiss knives in DXF import:
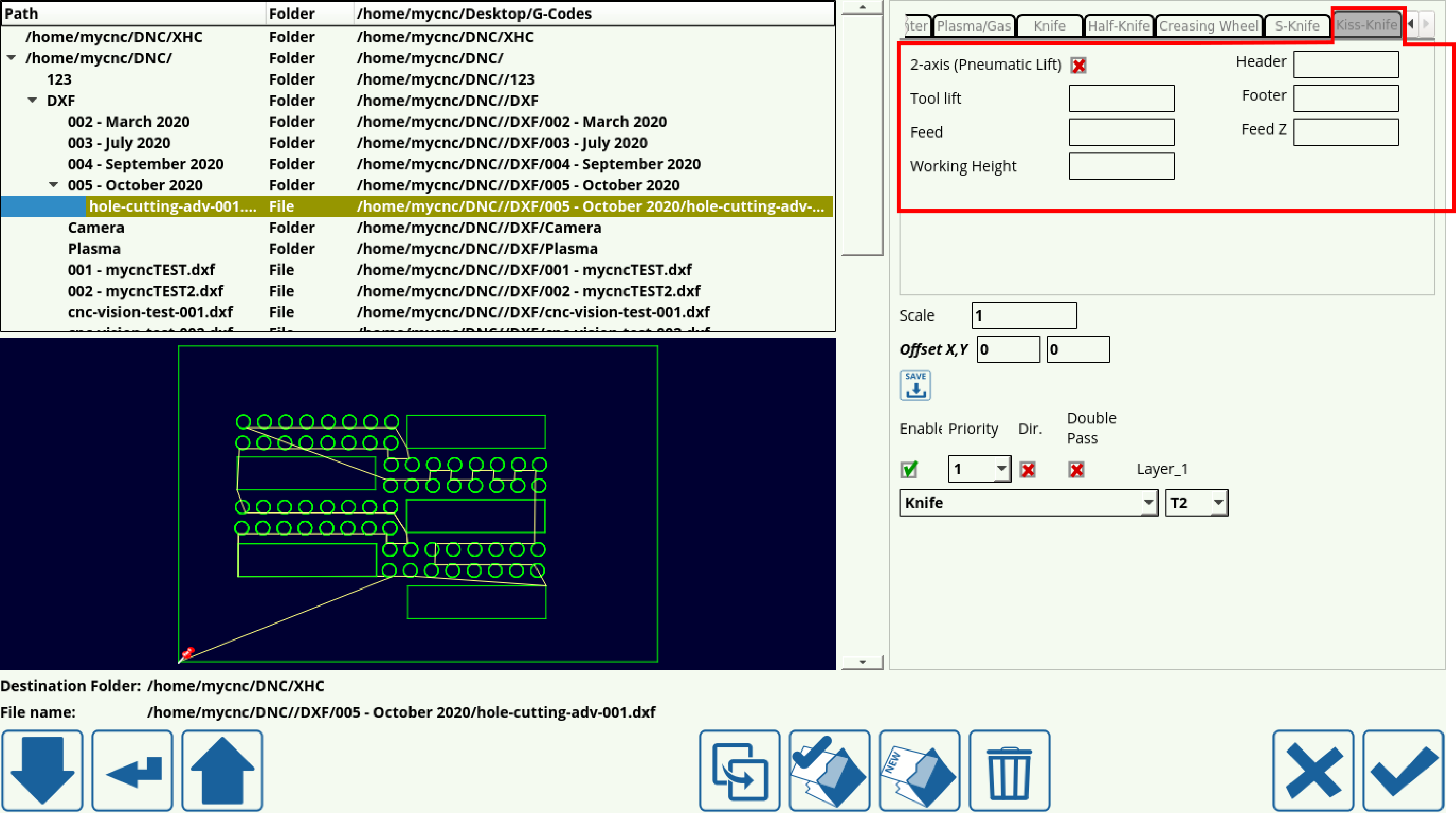
Kiss cutting knives are useful for applications such as sticker cutting, allowing for precise depth of cut separate from the main tangential cutting knife.
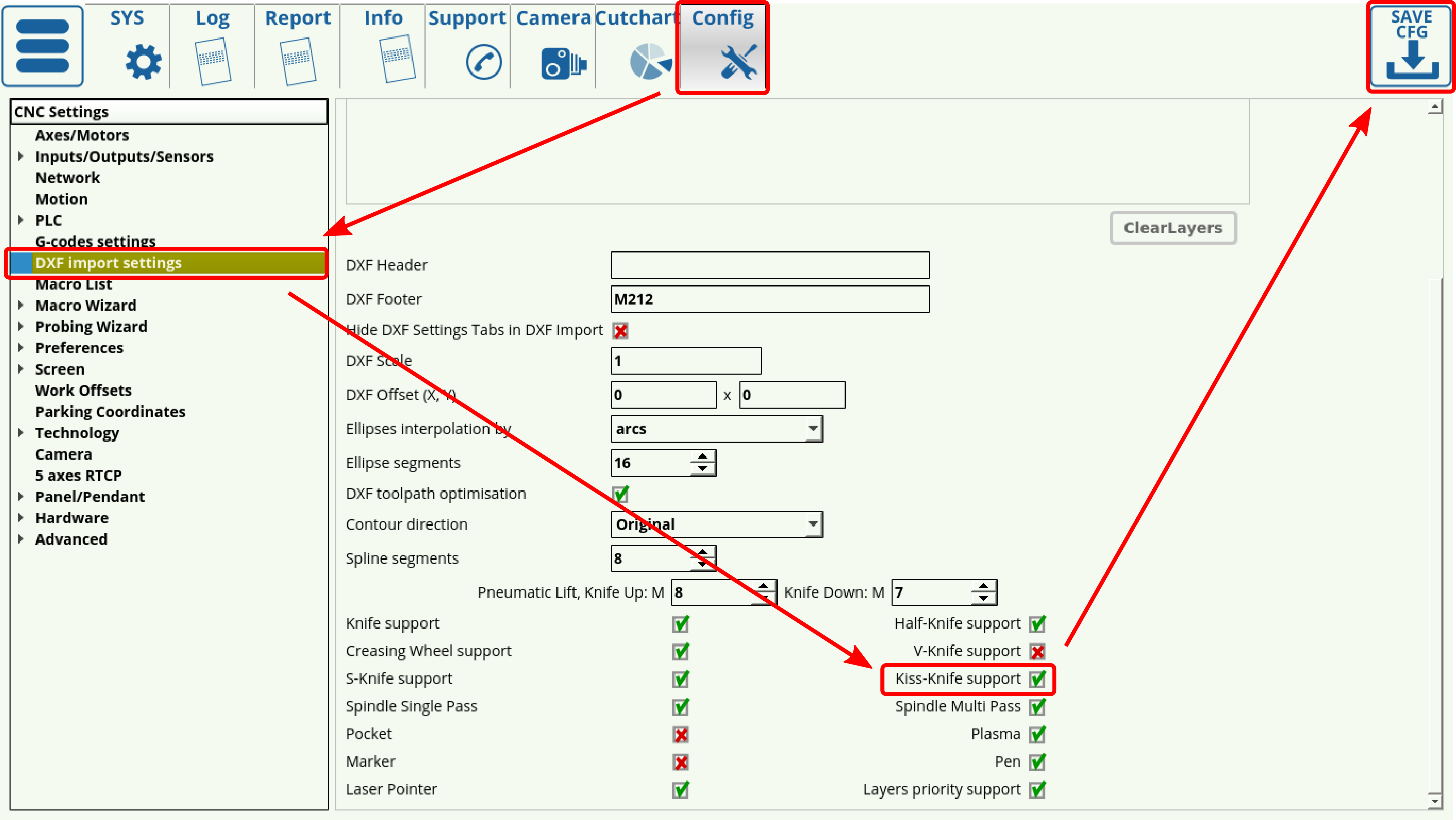
To enable the kiss knife DXF import functionality, update to myCNC version 1.88.4231 or higher, then head into Settings > Config > DXF Import Settings and make sure that the Kiss-Knife support option is turned on.
Stay tuned for more updates!