New Features
The latest release of myCNC software brings improvements to filter out unwanted signals on common inputs, as well as signals sent from the operator panel. These settings can be found by going into Settings > Config > Hardware > Common Hardware Settings within the myCNC application:
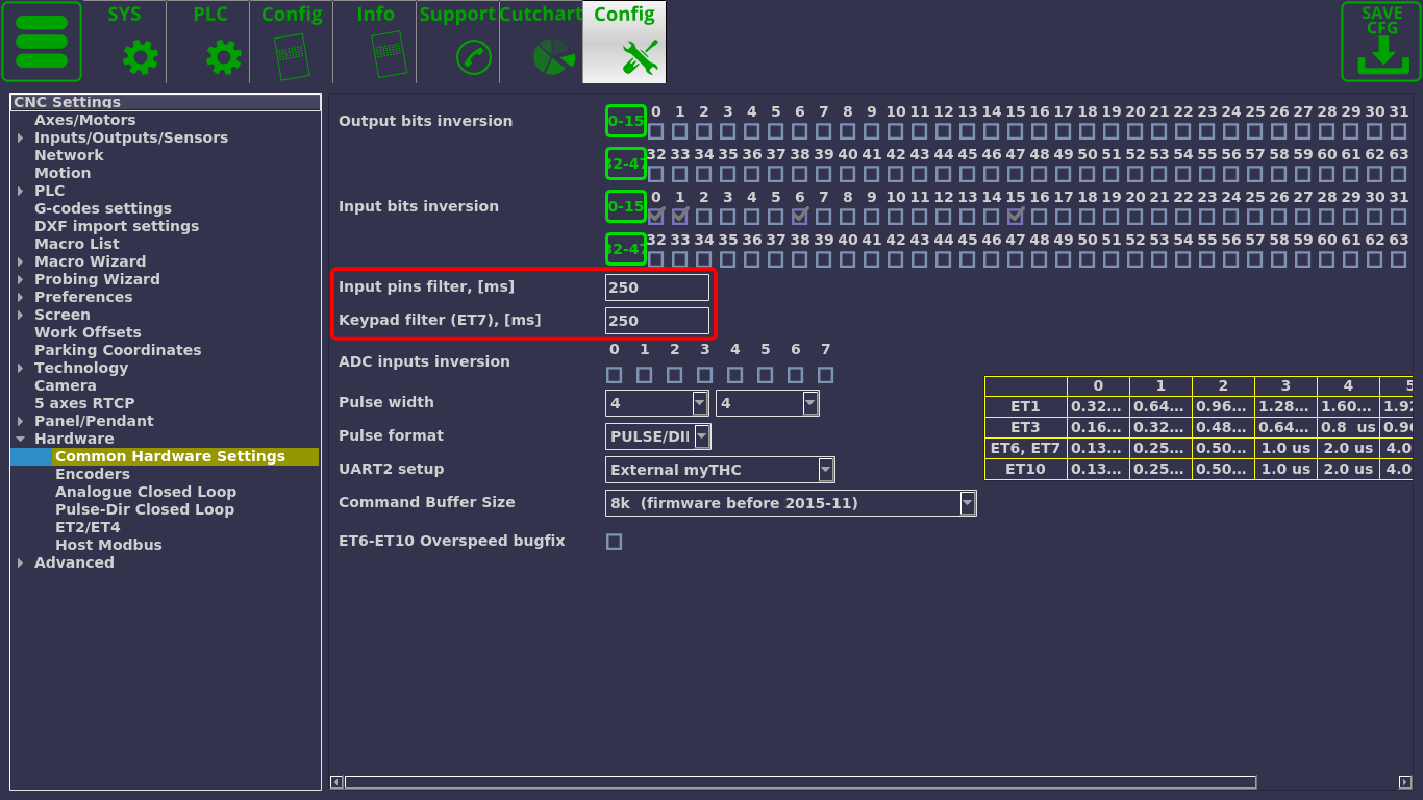
The maximum delay limit on the filter is currently set to 250ms on the input pins filter. and to 10000ms (10 seconds) on the keyboard filter. This means that in order to have the controller register the input from its input ports or its keyboard panel, the signal must be repeated (button held, or key pressed) for a specified amount of time. This should allow to mitigate electrical noise and accidental presses which would otherwise interrupt the workflow.
Bug Fixes
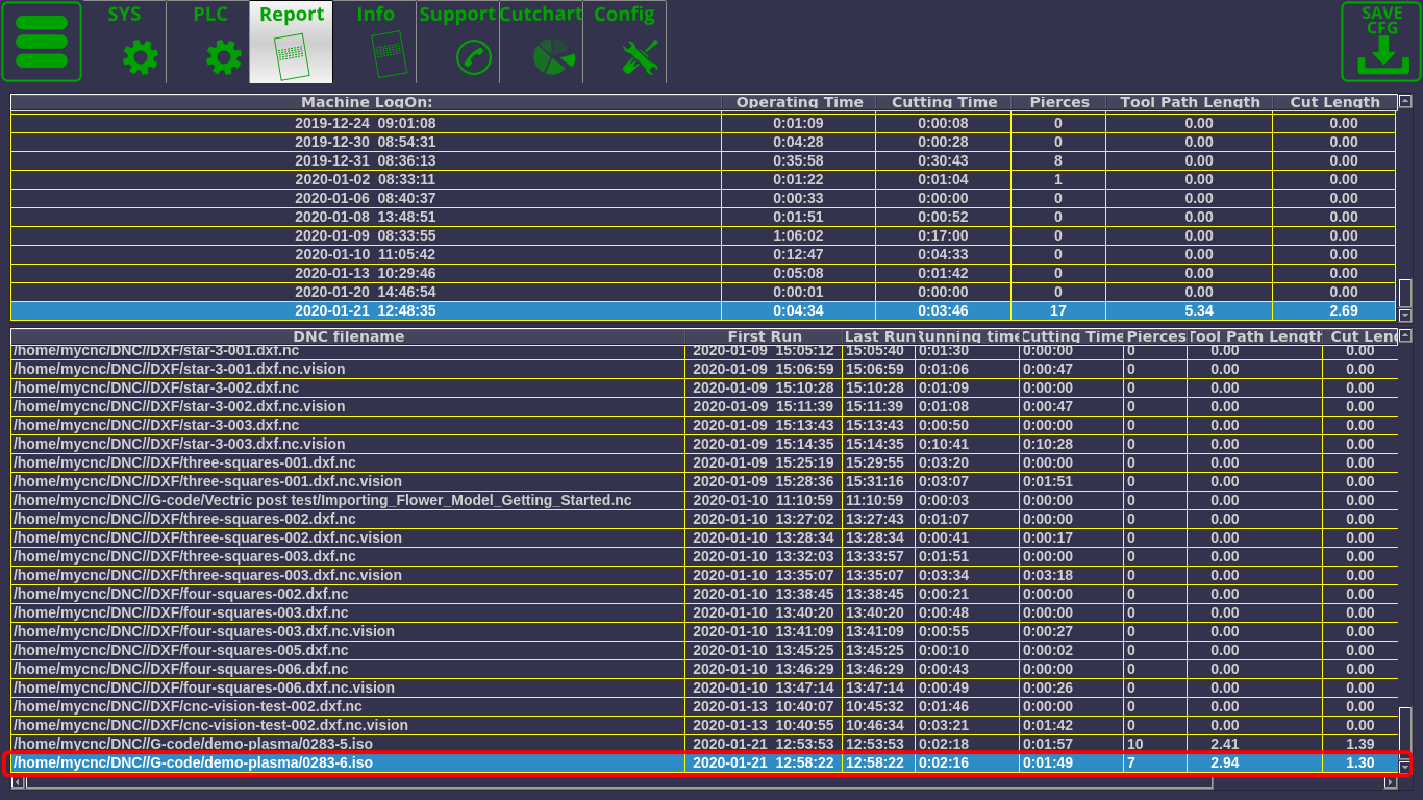
The Report tab is now showing correctly the number of pierce times, the tool path length and the total cut length:
Stay tuned for more updates!
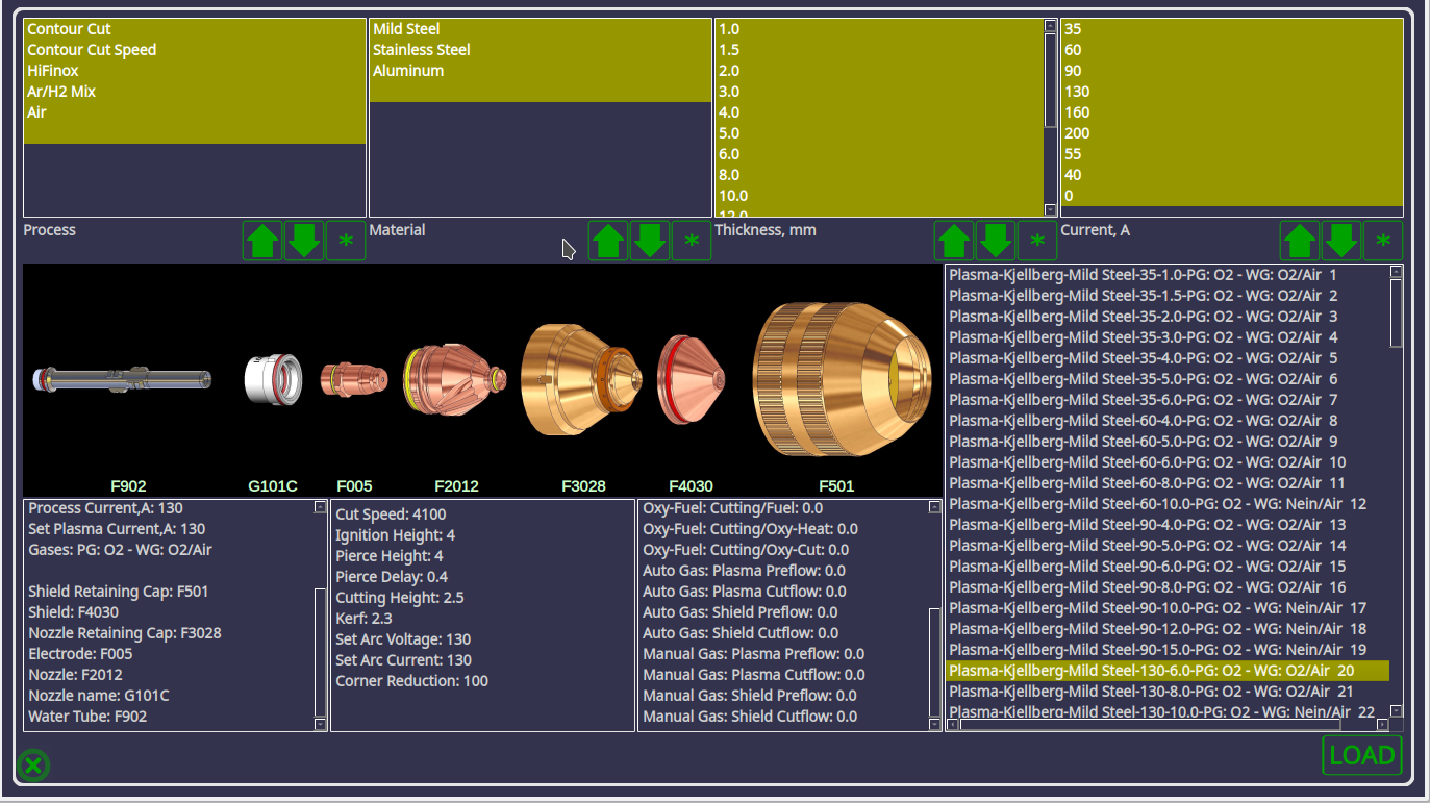
We have added the Kjellberg Smart Focus 200 cutcharts support to myCNC. These cutcharts contain more than 80 combinations to account for different materials, process currents and metal thickness.
The cutcharts file can be downloaded from our Downloads page, or by using this direct link. To add cutcharts to myCNC, follow the instructions in our Cutcharts manual on our documentation website.
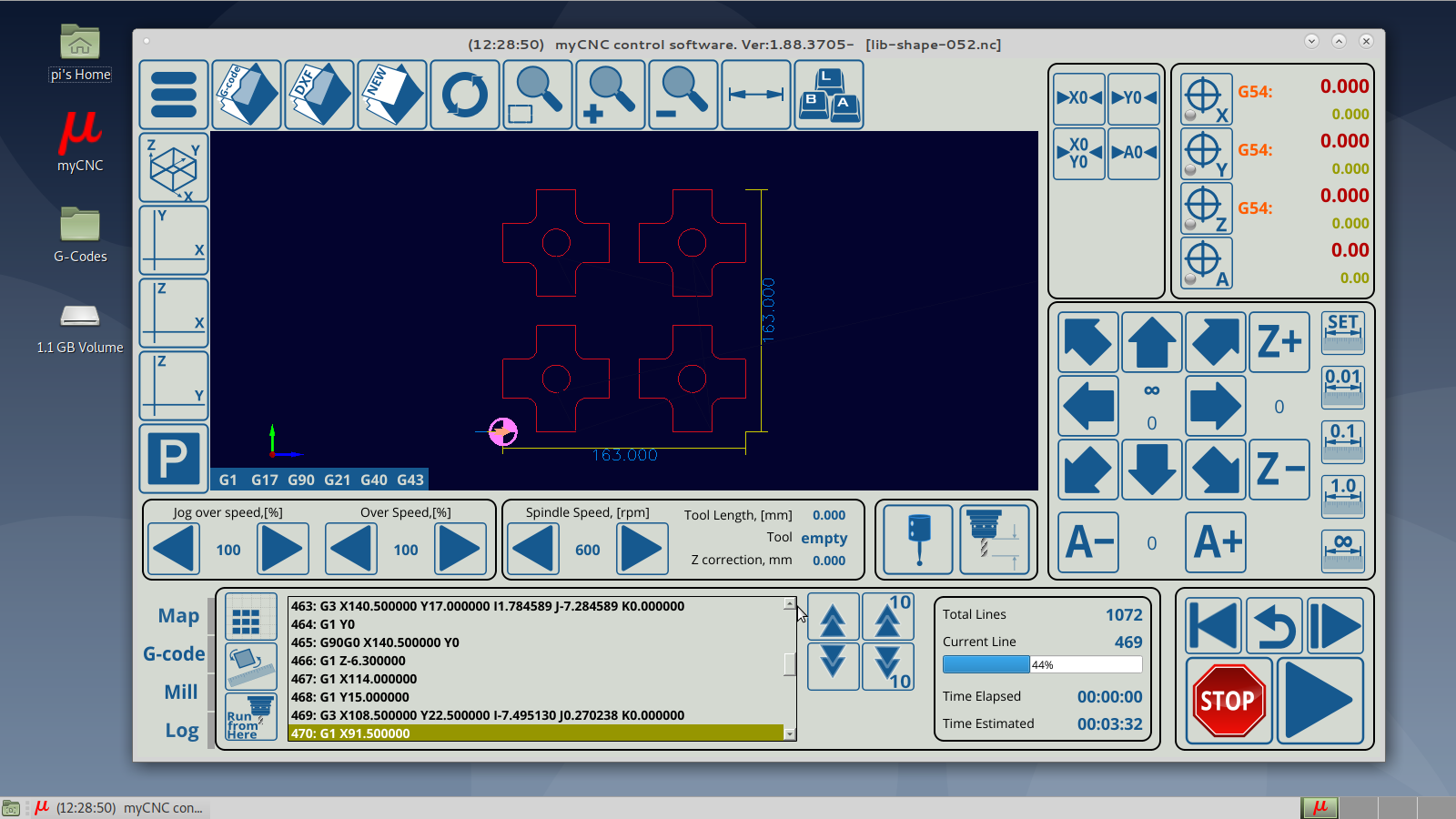
The myCNC application has now been successfully ported to a Raspberry Pi build of Ubuntu MATE. Ubuntu MATE is an official light-weight derivative of Ubuntu which uses the MATE desktop environment - from our experience this allows for a minimal learning curve for those switching over from Windows systems. The myCNC team already carries Ubuntu MATE images for regular PCs, and we will soon be releasing an Ubuntu MATE image which will include the myCNC application along with the necessary drivers specifically for Raspberry Pi.
Stay tuned for more updates.
Below is a video of a finishing cut being performed by a gear cutter with a myCNC controller, provided to us by a client of ours. As can be seen, the spindle and the rotation axis sync up to make sure the cutting is resumed at the exact position it was stopped at, allowing for a highly precise finishing cut to be performed. In order to prevent slip on the rotation axis, the synchronization is done at lower speeds, and, once the two have been synchronized, the gear cutter is brought back to its original cutting speed:
Without this synchronization system in place, only one precise cut would have been possible, while the myCNC syncronization allows for an arbitrary number of cuts to be performed by allowing to position the spindle and the rotation axis at the exact position required.
Bringing myCNC software to Raspberry Pi has long been an ambition of ours - Raspberry Pi's are ubiquitous in makerspaces, machine shops and universities across the world thanks to their small form-factor and an attractive price tag. Now, the Puruvesi Automation team is finally testing the myCNC application on a Raspberry Pi 4.
As of today, the application is stable, and we are hopeful that we will soon be releasing an operating system image which will include all the necessary myCNC software and drivers to make the setup process easy and painless. Stay tuned for further updates!